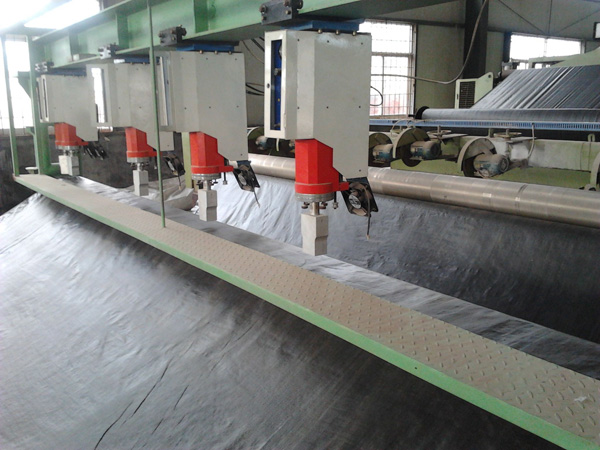
土工膜圓模工藝:
1.模具結構:環(huán)型模口。
2.冷卻方式:空氣冷卻,易受環(huán)境溫度變化影響,冷卻不均勻,易產(chǎn)生應力集中,控制難度大。
3.厚度控制:模口間隙和氣壓氣量調節,厚度會(huì )受氣壓,吹漲比的影響,均勻性差。
4.厚度偏差:10,與厚度有關(guān)的指標受此影響較大。如力學(xué)指標等。
5.寬度控制:依靠模口直徑和吹漲比,類(lèi)似吹氣球會(huì )產(chǎn)生應力。吹漲比越大,內應力越大,厚度均勻性越差,性能穩定性越低。內應力會(huì )導致土工膜提前或加速破壞。
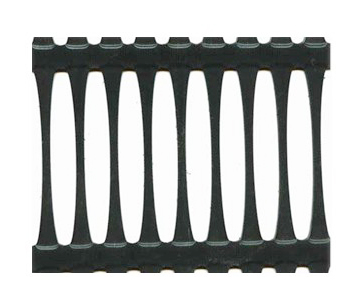
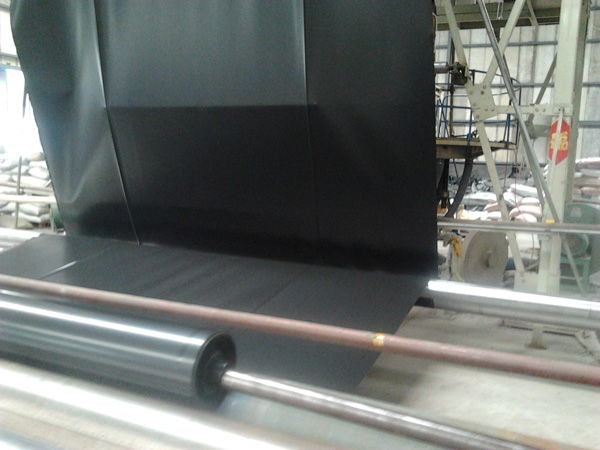
6.表面質(zhì)量:由于工藝原因,在左右邊緣1/4處有兩條明顯折壓痕,折痕處產(chǎn)生應力集中,有波紋和明顯劃痕,對局部質(zhì)量有不良影響。 生產(chǎn)過(guò)程土工膜被垂直牽引,由于張力和重力的作用,膜面會(huì )出現變形厚薄不均。
7.糙面性能:一次成型力學(xué)性能與光面膜相比顯著(zhù)下降,GM13斷裂延伸率>100,2.0mm 單糙面膜的斷裂強度僅為29N/mm. 1.5mm 單糙面膜的斷裂強度僅為22N/mm. 由于加入惰性氣體,產(chǎn)生的氣泡破裂后形成糙面膜的表面被破壞并產(chǎn)生大的應力集中,力學(xué)性能比光面大幅度降低。不適合有明顯沉降的場(chǎng)合。
8.糙面膜焊接邊緣:通常無(wú)光邊,灰塵不易清理干凈,焊接質(zhì)量會(huì )因此受影響。
9.焊接性能:厚度偏差大,影響焊接強度的均勻性。
10規格品種:多可吹至0.15mm厚度或更小,吹漲比越大,厚度越薄。
11.生產(chǎn)效率:光面效率低,糙面加工效率高于平擠工藝。
以上信息由土工膜生產(chǎn)廠(chǎng)家提供,僅供參考。
更多資訊盡在:http://passoforcora.com/

掃描進(jìn)入手機站
Copyright©2024 Chinajchy.com 山東金馳華易工程材料有限公司 All Rights Reserved
聯(lián)系人: 周先生 手 機: 13705388377 郵 箱: zhoukun8377@163.com 生產(chǎn)廠(chǎng)址: 山東省泰安市岱岳區山口鎮山馬路3699號
魯ICP備11012838號-5 ![]() 魯公網(wǎng)安備 37091102000478號
技術(shù)支持:飛訊網(wǎng)絡(luò )
魯公網(wǎng)安備 37091102000478號
技術(shù)支持:飛訊網(wǎng)絡(luò )